

深孔鉆的工件如何控制精度問題
文章作者:臺翰機械 發布時間: 瀏覽次數:2233次
摘要:深孔鉆的工件如何控制精度問題,現代化機械設備的發展讓深孔鉆有了一席之地,在很多金屬、五金、鋁(Al)型材等打孔、擴孔的操作工藝有著卓越效果。
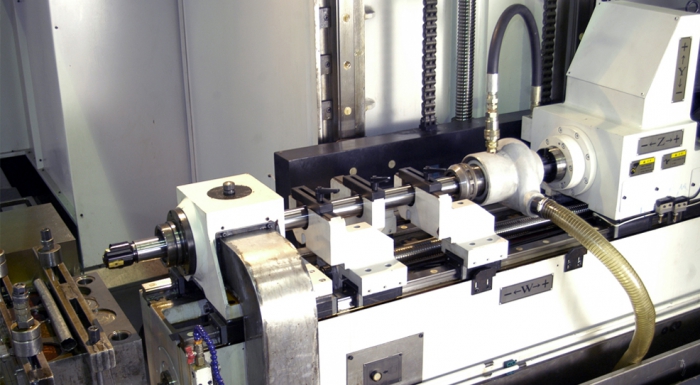
現代化機械設備的發展讓深孔鉆有了一席之地,在很多金屬、五金、鋁(Al)型材等打孔、擴孔的操作工藝有著卓越效果。鉆孔機鉆孔機是指利用比目標物更堅硬、更銳利的工具通過旋轉切削或旋轉擠壓的方式,在目標物上留下圓柱形孔或洞的機械和設備統稱。也有稱為鉆機、打孔機、打眼機、通孔機等。通過對精密部件進行鉆孔,來達到預期的效果.
深孔鉆深孔的加工特點:
1.刀桿細長剛性差,冷卻困難切屑難排。
2.由于刀具在孔內切削,切削情況和刀具磨損無法觀察。
鉆深孔方法:
1.直徑3~20mm用槍孔鉆。
2.直徑20~65mm用高壓內排屑深孔鉆或用噴吸鉆,也可用可轉位刀片交錯齒深孔鉆深孔機床深孔機床主要有臥式深孔鉆鏜床,立式深孔鉆鏜床,深孔槍鉆,深孔桁磨機。
深孔加工機床根據工件的長短選用兩種加工工件藝:短工件采用授油器授油并液壓頂緊.深孔鉆機床導軌經過了淬火處理,耐磨性較高。適用于機床制造、機車、船舶、煤機、液壓、動力機械、風動機械等行業的鏜削、滾壓加工,使工件粗糙度達0.4-0.8μm。立式深孔鉆深孔鉆按排屑方式分為外排屑和內排屑兩類。外排屑的有槍鉆、深孔扁鉆和深孔麻花鉆等;內排屑的因所用的加工系統不同,分BTA深孔鉆、噴射鉆和DF深孔鉆3種。在制作深孔鉆的時候,需要控制配件以及裝夾孔的精度(精確度)大小,就需要控制初加工時是需要孔徑大小。 說到孔徑大小一般是指的初加工的鋁件與鈑金尺寸的孔徑,這些都是有工程師設計的CAD圖紙進行模擬(定義:對真實事物或者過程的虛擬)實驗,在設置圖紙孔徑大小的時,需注意調整尺寸以及合理性。在進行機器局部圖拆分圖,方便加工配件以及鋁件的組裝。在初加工進行打孔、擴孔、鏜孔的時候,操作工需進行測量孔徑大小,利用測量儀器結合工件CAD圖進行精密測量。一般精密度(單位:g/cm3或kg/m3)測量工具為厚度規,厚度規有代表厚度規、數字化厚度規。這是深孔鉆確保精度的唯一標準,一般工件的誤差在0.02mm左右,這也是機床本身與測量精度的尺寸,這個誤差相對于深孔鉆來說是想當小,幾乎可忽略不計了。 在測量工件與配件的工程中一定要仔細,這些問題會直接影響深孔鉆在操作過程中的一部分誤差,在繪制CAD圖紙的時候就需要合理與精準,確保深孔鉆的誤差才可以確保客戶收到的機床能夠使用得當。
本文由自動鉆孔機廠家-臺翰機械整理發布,轉載請注明出處,原文地址:http://www.z1utv4s.cn/news/172.html
上一篇:深孔鉆的進給傳動系統流程
延伸閱讀
Zui新資訊
/NEWS 在線客服
在線客服