

新款深孔機床研發增加旋轉軸
文章作者:臺翰機械 發布時間: 瀏覽次數:2022次
摘要:
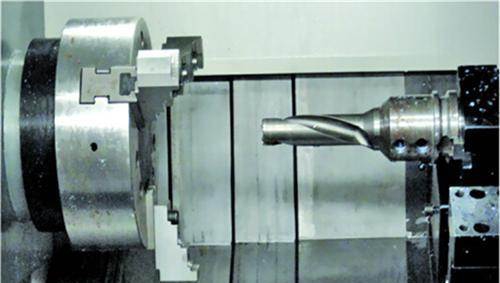
在設計師和工人不懈的努力下,新型PNC-5560深孔機床順利完成出貨。深孔機床深孔機床主要有臥式深孔鉆鏜床,立式深孔鉆鏜床,深孔槍鉆,深孔桁磨機。深孔加工機床根據工件的長短選用兩種加工工件藝:短工件采用授油器授油并液壓頂緊.和以前的深孔機床相比,PNC-5560型號行程達到4米,整機約重3000KG。Zui主要的是,此款深孔機床不僅新增一個旋轉軸,工件可以360度旋轉,而且工作臺X軸也可以左右隨意移動。加工面更廣、功能性也會更強。因深孔機床半懸壁式的特殊性,機床承重不能過大,行程也有局限。此次的大行程深孔鉆也是一種突破,經過來回無數次的模擬(定義:對真實事物或者過程的虛擬)、更改,Zui終將如此多功能的深孔機床呈現給更多需要鉆孔攻絲(工具:絲攻或絲錐)的廠家。下面重點介紹下此款深孔機床新增的兩項功能。
下面重點介紹下此款深孔機床新增的兩項功能:
一、增加旋轉軸:旋轉軸改變了之前一個平面的傳統加工方式。深孔機床深孔機床主要有臥式深孔鉆鏜床,立式深孔鉆鏜床,深孔槍鉆,深孔桁磨機。深孔加工機床根據工件的長短選用兩種加工工件藝:短工件采用授油器授油并液壓頂緊.利用三爪卡盤分度固定工件,可使需加工的圓管、方管類產品360度旋轉,可對工件任意面進行鉆孔攻絲(工具:絲攻或絲錐)。
二、X軸工作臺移動:一般深孔機床行程超過一米,都是機頭移動,工作臺不動。但此次考慮到深孔機床的應用廣泛性,增加了X軸工作臺移動的功能。在加工小件產品的時候,可以整齊排列需加工的工件,將工件移動依次鉆孔攻絲(工具:絲攻或絲錐)。加工大行程工件時,就采用機頭移動的加工方式,根據加工要求隨意切換加工模式。
如此一來,不僅使用深孔機床提高生產效率降低人工成本,也可讓廠家在購買深孔機床之初就節省了購機成本。深孔機床深孔機床主要有臥式深孔鉆鏜床,立式深孔鉆鏜床,深孔槍鉆,深孔桁磨機。深孔加工機床根據工件的長短選用兩種加工工件藝:短工件采用授油器授油并液壓頂緊.立式深孔鉆用特制的深孔鉆頭鉆削深孔時,刀具工作進給一段后快速退出,工件進行排屑,然后快速趨近加工部位再繼續工作進給,如此多次往復,直至加工出所要求孔深的進給,稱為分級進給.深孔機床長工件采用由鏜桿尾部授油,四爪卡盤夾緊。授油器采用創新的主軸式結構形式,承重性能有很大提高,旋轉精度更高。床身導軌采用適宜深孔加工機床的雙矩形導軌,承載能力大,導向精度好.
本文由自動鉆孔機廠家-臺翰機械整理發布,轉載請注明出處,原文地址:http://www.z1utv4s.cn/news/217.html
上一篇:深孔機床保養之夏日篇
下一篇:如何防止切屑纏繞在深孔鉆的刀具上
延伸閱讀
-
18-10-22
-
18-10-22
-
18-10-22
-
18-10-22
-
18-10-22
-
18-10-22
-
18-10-22
-
18-10-22
-
18-10-22
-
18-10-22
Zui新資訊
/NEWS 在線客服
在線客服